

Jeddah – KSA –2012
1- General
The suspended solids that are removed in a wastewater treatment plant are derived from the raw wastewater as well as from solids generated in the biological treatment processes. The solids are likely to contain micro-organisms which may contribute to the transmission of diseases, as well as organic and inorganic contaminants which may be hazardous or toxic to humans or have detrimental effects on the environment in general. For these reasons, the proper handling of sludge is a very important component of the design and operation of the wastewater treatment plant. These solids, generally termed as sludge, must be collected from various points in the wastewater treatment process for treatment to reduce the water and organic contents and render the solids suitable for reuse or final disposal. The level and method of sludge treatment depends on the type of wastewater treatment process from which the sludge is generated, and may involve thickening, dewatering, digestion, composting, and final disposal.
With facultative type and aerobic lagoons, the surplus sludge settles out in the basin itself and is removed only once every few years after emptying of the lagoons, exposing the wet sludge to natural drying and carting away the dried sludge for agricultural use or land filling in the vicinity. In extended aeration activated sludge systems, the sludge is sufficiently mineralized and can be taken directly for thickening, dewatering and disposal. In the case of conventional activated sludge and trickling filter plants, it is usual for the sludge to be digested for further demineralization and stabilisation before it is dewatered and disposed. The main processes for sludge treatment are described briefly in the sections below.
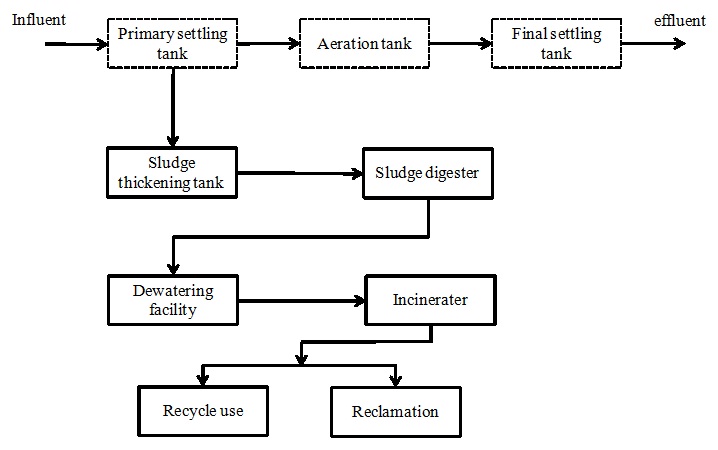
Fig.1 General Sludge Treatment Process
The sludge generation rate and the solids concentration at a wastewater treatment plant will vary according to the type of treatment processes involved and its method of operations. The sludge characteristics are dependent on where the solids originate along the wastewater treatment process, the length of sludge aging that has taken place, and the type of processing that they have been subjected to. The sludge generation may also vary due to diurnal and seasonal variations in the wastewater. As such, it is important to understand the characteristics of the sludge in order to treat and dispose of the sludge in the most effective manner.
For instance, sludge derived from the primary treatment steps generally contains all types of organic and inorganic materials with dry solids content in the range of about 5 to 10 %, generally having an offensive odour. Sludge from secondary settling tanks after activated sludge systems, typically contain about 1% solids, whereas after tricking filters or RBC systems the solids content is slightly higher at about 1.5%.
Thickening is a process for reducing the volume of the sludge by removing a portion of the liquid fraction. Polymer is usually added to aid in the thickening process and also to ensure that a sufficiently clear supernatant is produced. The significant volume reduction achieved by sludge concentration via thickening would be beneficial to subsequent treatment processes of digestion, dewatering or final disposal since it reduces the capacity of tanks and equipment required, as well as the operational costs incurred.
The supernatant from the thickeners is normally discharged back into the river, whilst the thickened sludge is pumped into a digestion or dewatering unit.
There are typically three types of thickening processes available:-
§ Gravity Thickening
§ Flotation Thickening
§ Mechanical Thickening
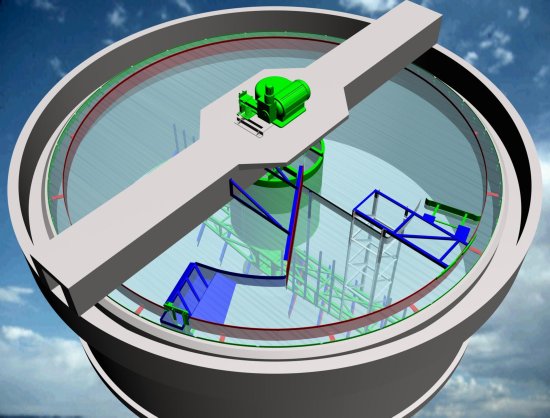
a) Gravity Thickeners
Gravity thickening is usually carried out in a circular tank where the sludge is fed to the tank through a centre feed well. The feed sludge is allowed to settle and the thickened sludge is withdrawn from the bottom of the tank. Conventional sludge collecting mechanisms with deep trusses or vertical pickets are used to stir the sludge gently thereby facilitating the release of water from the sludge. The supernatant flow is returned either to the primary settling tanks or to the influent of the treatment plant, whereas the thickened sludge is pumped to digesters or dewatering facilities. Typically, sludge can be thickened to about 2 to 3 % for solids derived from activated sludge or RBC systems, whilst for primary sludge and trickling filter sludge, they can be thickened to about 4 to 6 percent solids concentration.
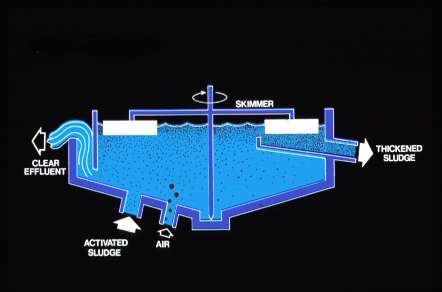
b) Flotation Thickening
This method involves the use of air, which is added at high pressure either to the incoming sludge feed or the recycled flow prior to entry into the main flotation compartment. As the flow is admitted into the tank, pressure is released and fine bubbles are formed. These bubbles adhere to the sludge particles as float to the surface as froth. The floated agglomerate is then removed by surface skimmers and the clarified effluent is withdrawn under a baffle and over an adjustable weir. In general, the sludge blanket formed at the top of the flotation tank is about 150 to 300 mm thick. Because some of the heavier solids will settle, a floor scraper is provided to remove settled solids periodically.
Coagulant aids such as polymers are often added to the sludge feed to provide better thickening results. Flotation units are normally only considered when the characteristics of the sludge produced are light and difficult to be settled by gravity thereby preventing the use of conventional gravity thickeners. For sludge from conventional activated sludge systems, flotation thickening can produce about 4 to 6% solids concentrations.
c) Mechanical Thickening
In situations where adequate thickening of sludge is not possible by using gravity or flotation thickeners, mechanical thickening equipment may be used. The most commonly used type of thickeners is the gravity belt thickeners and rotary drum thickeners.
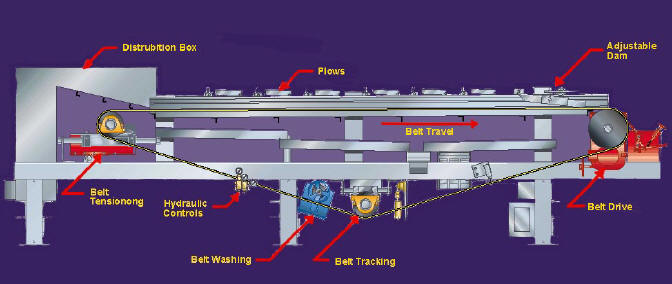
Belt Thickeners
Gravity belt thickeners concentrate solids by letting gravity pull the free water through a moving porous belt. The free water passing through the belt is called filtrate. A polymer solution is normally injected and mixed into the solids in a chamber that feeds the gravity thickening zone. Fixed or adjustable plows guide the solids as water drains through the moving belt. Thickened solids are then discharged from the end of the thickener as the belt reaches the end of the roller.
Rotary Drum Thickeners
Rotary drum thickeners operate on the principle of conveying polyelectrolyte treated sludge through slowly rotating drum filters. The sludge remains in the drum while the water phase passes through the filter cloth. The thickened sludge rolls out at the end of the drum, while separated water decants through the screens. The sludge concentration can be regulated by adjusting the feed rate, angle and speed of the drum. The advantage of mechanical thickening equipment is that it saves a significant amount of land required as the units are usually compact in size.

Typically sludge digestion is required after the aerobic process where the sludge may be unstable and requires further treatment. The specific purpose of digestion include:-
· Stabilisation of solids
· Reduce pathogenic organisms
· Reduce volume of sludge
· Obtain useful by-products
Two main methods of sludge digestion include anaerobic and aerobic digestion. The general principles of these methods are described below:
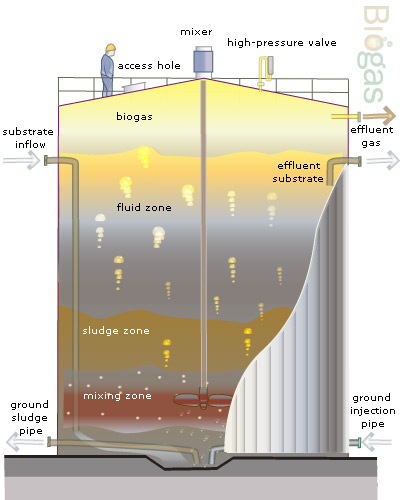
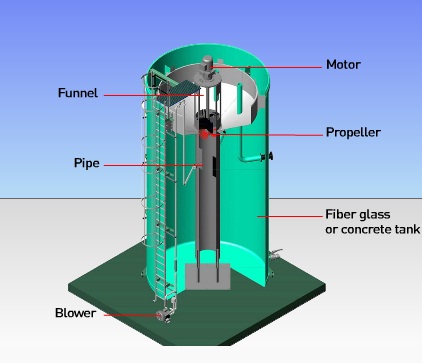
a) Anaerobic Digestion
Anaerobic treatment or digestion utilizes anaerobic micro-organisms in the decomposition of organic matter in the absence of oxygen. The reactions that take place in anaerobic digestion of sludge are hydrolysis, fermentation and methanogenesis and the end products are mainly methane, carbon dioxide and water. Because the reaction rates are relatively slow, long retention times are required in the decomposition processes. The anaerobic digestion process is also reliant on other environmental conditions such as temperature, alkalinity, pH, and availability of nutrients.
Anaerobic digestion provides reduction in volatile solids in the range of about 45 to 70% and total solids reduction of about 25 to 60%. The population of pathogenic organisms that may be present in the sludge is also greatly reduced. The dewaterability of the solids mass is also improved in the process.
Anaerobic digesters offer certain advantages over aerobic digestion systems. The anaerobic process requires no oxygen supply and while mixing is desirable, the intensity required is not particularly high. In addition, the process produces methane which can be used as a source of energy within the treatment plant. However, the disadvantage is that anaerobic digesters usually require heating since the optimum temperature for successful digestion is generally about 35ºC or higher. Furthermore, the liquid separated from the solids is somewhat lower in quality when compared to aerobic systems.
b) Aerobic Digestion
In aerobic digestion, sludge stabilisation is achieved when aerobic and facultative microorganisms convert biodegradable organic matter in an environment where aeration is provided. End products of the digestion are mainly carbon dioxide, water and non-biodegradable materials.
The advantages of aerobic over anaerobic digestion include (i) a process that is more readily controlled, (ii) a better quality supernatant is produced, (iii) solids produced are more acceptable for final disposal, (iv) achieve comparable volatile solids reduction in shorter retention times.
The major disadvantages are (i) higher power cost, (ii) solids produced have poorer dewatering characteristics, (iii) aerobic digestion is more temperature dependent since the digesters are mainly open tank systems, and (iv) there is no useful by-product generated such as methane.
Dewatering is a physical unit process used principally for the reduction of the moisture content of the sludge. There are a few methods for dewatering and basically these can be sub-divided into two major categories, which is natural dewatering and mechanical dewatering.
a) Natural Dewatering
This method refers to sludge dewatering in open basins where moisture is removed either by natural evaporation, gravity or induced drainage, or a combination of these. Typically, natural dewatering processes are less complex, easier to operate and require less energy than mechanical systems. However, they are not often preferred because it requires a large land area. The success of the dewatering operation depends very much on the local climatic conditions. It is also fairly labour intensive.
There are a few types of natural dewatering systems available and the most commonly used are described below.
· Sand Drying Beds
This method is based on a simple principle of spreading the sludge out and letting it dry. These systems usually consist of sand beds with a gravel layer and underdrain perforated pipes where as much of the water as possible is removed by percolation into the underdrains and the rest of the water may be allowed to evaporate until the desired solids content is achieved. Sludge storage facilities may need to be provided for periods when climatic conditions prevent effective dewatering. The number of times that the beds may be used depends on the drying time and the time required to remove the solids and to prepare the bed for the next application. The sludge can then be removed manually or by mechanical equipment to a nearby landfill area. The moisture content can be reduced by about 40% after 10 to 15 days of drying under favourable conditions. Some variations of the drying beds are as follows:-
° Conventional rectangular beds with side walls, a layer of sand on gravel with underdrain piping to carry away the liquid. They are typically built with or without provisions for mechanical removal of dried sludge and with or without a roof or greenhouse type covering.
° Paved rectangular drying beds, is typically constructed on an asphalt or concrete pavement on top of a porous gravel sub-base. The main advantage of this method is the ability to use relatively heavy equipment for solids removal, however the pavement generally inhibits drainage and so total bed area is usually greater than the conventional sand beds to achieve the same results in the same period.
° Vacuum assisted drying beds, consist of vacuum applied to the underside of rigid, porous media plates on which chemically conditioned sludge has been placed. The vacuum draws free water through the plates and essentially all sludge solids are retained on top, forming a cake of fairly uniform thickness. Typically solids can be concentrated to between 11 to 17 percent depending on the type of solids and the type of conditioning agents used. Cleaning of the plate is critically important and if not done regularly and properly, media plates will clog and beds will not perform as expected. The cleaning measures required are costly and time consuming.

· Lagoons
Drying lagoons can be used as an alternative to drying beds. The lagoons are usually designed to store and collect the solids for some predetermined period of time. The mechanism for dewatering is primarily evaporation and they will generally have decanting capabilities but no underdrain system. Storage lagoons may be equipped with sealed bottoms to protect the groundwater. When the storage lagoon is full or decanting can no longer meet the discharge limitations, it must be abandoned or desludged. To facilitate the drying of the sludge, the standing water may be removed by pumping leaving behind a wet sludge. The sludge can be expected to attain about 10 % solids concentration. The sludge can then either be cleaned out wet or allowed to evaporate. However, cleaning out wet sludge would be difficult to handle. Depending on the depth of the solids the evaporation process may take years. In addition, the top layers of the sludge would often form a crust preventing the evaporation of the bottom layers of sludge.
b) Mechanical Dewatering
Mechanical equipment typically used for dewatering sludge includes the filter press, centrifuge and belt press.
· Filter Press
The filter press can be of fixed volume type, consisting of a series of plates, recessed or with frames that create compartments into which sludge is introduced and dewatered by subjecting the solids to high pressures, causing solids-liquid separation. The compartments are lined with a porous cloth media that will retain the sludge solids while allowing water in the sludge to pass through. Chemically conditioned sludge is pumped into the compartments where the solids are retained whilst the water is released from the pressure filter press. The sludge pumping continues until the compartment is full, the pumping is then stopped and the plates are separated; the dewatered sludge cake would drop to a collection bin or tray located at the bottom of the press and removed for ultimate disposal. The plates are then rinsed with high-pressure water or acid to unclog the solids trapped in the filter media. This describes a typical cycle on a filter press. The cycle time required for each cycle can range from 2 to 12 hours depending on the concentration of the feed and the efficiency of the machine.
Another version of the filter press is the variable volume or diaphragm filter press. The press utilizes a flexible membrane or diaphragm behind the filter cloth media. Basically after the filling of the solids into the compartment is complete, the flexible diaphragm plates are expanded with compressed air or water to further compress the solids in each chamber. This type of filter press typically requires shorter cycle times compared to the fixed volume presses.
The main advantages of pressure filter dewatering systems are as follows:-
– Generally forms the highest cake solids for any mechanical dewatering process; a minimum of 25 % w/w to as high as 50 % w/w has been reported to be possible depending on the pretreatment and the feed solids content of the sludge.
– Gives high quality filtrate that are acceptable for discharge directly into the environment.
– Good mechanical reliability as there are not many moving parts.
– Adaptable to varying solids concentration.
– Minimal operator attendance once the cycle is initiated in automatic mode, operator attendance is only required at the end of the cycle. New designs have incorporated automated cloth washing.
The major disadvantages of pressure filter dewatering are as follows:-
– Equipment cost is high and the building required to house the equipment must have good foundation reinforcement to cater for the weight of the filter press and its associated equipment.
– Relatively high operating cost; maintenance of pumps and changing of filter cloth media is required every 1 to 2 years.
– Although new designs have incorporated automatic cake release mechanism, operator assistance may still be required as there are occasions when the sludge may stick to the filter cloth.
– This is a batch system therefore holding tanks are required for sludge storage before feeding into the filter press.

· Centrifuges
A centrifuge performs solids separation based on the principle of centrifugal force applied to the contents in a spinning bowl. There are several types of centrifuges available; the solid bowl decanter type also known as scroll centrifuge, is most widely used for dewatering of water and sewage plant sludge.
The solid bowl centrifuge is a horizontal unit that utilizes a scroll conveyor inside the centrifuge bowl. The feed sludge is introduced into the unit through a feed tube at a constant flowrate. The scroll rotates at a slightly different speed from the bowl and conveys the dewatered sludge to the small end of the centrifuge where the solids are discharged. The liquid or centrate is directed from the central axis of the centrifuge toward the large end of the centrifuge where it is discharged.
Chemical conditioning of the sludge improves the solids capture and centrate quality considerably. Polymers are usually used for sludge conditioning at a dosage in the range of 2 to 6 kg per tonne of solids depending on the nature of the sludge. The dry solids content of dewatered cake achievable is generally around 20 to 35 % w/w. The centrate quality may still contain fine, low density suspended solids content which may require the centrate to be recycled back to the wastewater treatment system.
The main advantages of centrifuges for dewatering are as follows:-
– Significantly lower capital costs compared to filter press in terms of the equipment cost and also the civil works requirement, as smaller buildings are required.
– Can operate on a continuous basis with automatic control that can adjust the rotating speed to the feed solids content to achieve the cake dryness required
– Minimal operator attention required as the cake is discharged continuously without any handling required.
– Is not subjected to blinding or clogging and do not normally require cleaning unless the unit is to be shut down.
– Compact modular and closed system design reduces the potential for messy spillage or splashing of sludge or water to the floors.
– Sludge can be directly conveyed to a storage bin or storage area.
– Good safety record as the entire moving parts are all enclosed.
The major disadvantages of centrifuges for dewatering are as follows:-
– Lower cake solids compared to filter press.
– Poorer centrate quality; suspended solids in the centrate can be as low as 30 mg/L to as high as 300 mg/L depending on polymer dosage and feed variations.
– High operating cost due to high energy consumption, maintenance requirements and chemical cost.
– High noise levels due to the high rotating speed; the noise levels produced are about 85 to 90 dBA. The dewatering plant should be located away from the administration building, staff quarters or local residences.

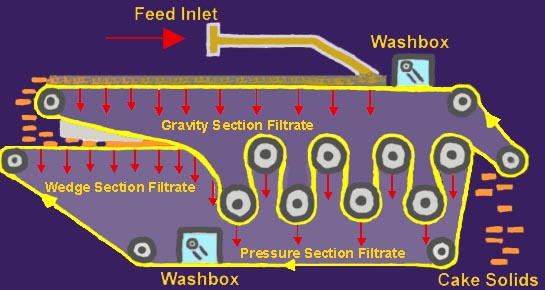
· Belt Presses
A belt press consists of two endless cloths mounted face to face and running continuously between a series of pressure rollers. A typical belt press operates in three stages: chemical conditioning, gravity drainage and compression dewatering.
The dewatering step begins after the feed sludge has been properly conditioned with polymer and the slurry is thickened in the gravity drainage section. The sludge then enters the dewatering section, which consists of two belts converging to apply a gradual increase in pressure to the sludge, squeezing the liquids out. In some cases, this is followed by another high pressure zone where the sludge cake is sheared to speed dewatering. The belts part at the end of the machine to release the cake. After the sludge cake is discharged, the belts are washed by high-pressure showers. Belt press can produce cake solids of about 15 to 20 % w/w with the aid of polymer dosing. Similar to that of centrifuges, the filtrate or waste water may contain high solids content and may therefore require further treatment or recycled back to the wastewater treatment plant.

The main advantages of belt press for dewatering are as follows:-
– Significantly lower capital costs compared to filter press.
– Low energy consumption compared to other mechanical dewatering options.
– Continuous feed operation.
The major disadvantages of belt press for dewatering are as follows:-
– Lower cake solids content.
– Poor wastewater quality.
– Requires full time attention of a skilled operator to monitor the press performance and handle the sludge cake.
– High maintenance cost especially to replace the belts which are prone to tearing by abrasives in the incoming solids, and also roller failure is common.
– The unit is usually open and hence spillage and splashing is a typical occurrence for such presses.
– Relatively high polymer dosage is required