
وزارة التعليم و البحوث و الشباب
الجامعة التقنية للانشاءات المدنية – بخارست
قسم الهندسة الصحية و حماية المياه
أطروحة أعدت
لنيل لقب الدكتوراه في الهندسة
معالجة المياه الملوثة الناتجة عن صناعة الحليب
(ملخص باللغة العربية – لغة الاطروحة الانكليزية)
إعداد : عبد الرزاق محمد سعيد التركماني
إشراف البروفيسور الدكتور المهندس: الكساندرو مانيسكو
بخارست – 2007
موجز
هناك العديد من الصناعات اللتي تنتج مياه ملوثة يجب معالجتها قبل صرفها إلى البيئة المحيطة. لقد طورت العديد من طرق المعالجة لهذه المياه الملوثة صناعيا كإستجابة للتشريعات المحلية لمنع التلوث . وبشكل عام فإن مختلف الصناعات تبحث بشكل دائم عن بدائل إقتصادية و فعالة للتخلص من هذه المياه الملوثة بشكل امن .
من أجل الحصول على فهم واضح لتأثيرات المنصرفات الصناعية على البيئة و من أجل التمكن من وضع إستراتيجيات مناسبة لمنع التلوث فإن كل من خواص و متغيرات و تأثيرات المياه الملوثة الصناعية قد نوقشت بالتفصيل ضمن الأطروحة .
إعتمادا على كمية و تركيز و سمية ووجود المواد العضوية الغير قابلة للتحلل البيولوحي ضمن المياه الملوثة فإن عملية المعالجة يمكن أن تتضمن واحد أو أكثر من المراحل التالية : المعالجة الأولية ,المعالجة الفيزيائية ,المعالجة الكيميائية ,المعالجة البيولوجية .
تمت مناقشة أنظمة المعالجة المختلفة في سياق هذه الأطروحة . إن معرفة أنظمة المعالجة هذه يمكننا من توسيع خياراتنا لإختيار الحل الأفضل لمعالجة المياه الملوثة الصناعية المصروفة .
تعتبر صناعة الحليب المصدر الأكبر للمياه الملوثة الناتجة عن التصنيع الغذائي في العديد من البلدان و من بينها على سبيل المثال سوريا .و على الرغم من أن صناعة الحليب لا ترتبط على العموم بمشاكل بيئية صارمة فإنه يجب الأخذ بعين الأعتبار تأثيرها على البيئة خصوصا” إذا علمنا أن ملوثات معامل الحليب على الأغلب ذات منشأ عضوي . تم التطرق في هذا البحث إلى تكنولوجيا تصنيع منتجات الحليب المختلفة باإضافة إلى أساليب معالجة المياه الملوثة الناتجة عن تصنيعها .
يعتبر المصل الناتج عن تصنيع الأجبان سائلا” شديد التلوث العضوي بحيث يمكن أن تبلغ قيمة الإحتياج الكيمائي للأكسجين (COD) إلى 70000 ملغ/ليتر . تشير العديد من الأبحاث الحديثة إلى نجاح المعالجة البيولوجية الاهوائية في معالجة الملوثات الصناعية عالية المحتوى العضوي . لذلك فإن هذه الدراسة قد تطرقت ألى استخدام المعالجة الاهوائية في معالجة المصل .
تم استخدام نموذج مخبري للمفاعل اللاهوائي الدفعي المثار (AnSBR) و التسمية باللغة الإنكليزية هي : Anaerobic Stirred Batch Reactor.
لقد تم إستخدام هذا المفاعل ليكون المرحلة الإبتدائية من المعالجة لتخفيض المحتوى العالي للتلوث ضمن المصل . لقد تمت تغذية المفاعل اللذي يبلغ حجمه النظري 2.5 ليتر و العملي 2 ليتر بالمصل COD = 75000 mg/l الممدد بالماء في تراكيز متنوعة . تم استخدام حمأة لاهوائية مأخوذة من حوض تحليل كبادئ لتسريع تأمين البكتيريا الاهوائية بنسبة 1 إلى 4 من المياه الملوثة المعالجة بالمفاعل . استغرقت عملية الإقلاع حوالي الشهر و ذلك بالحفاظ على درجة حرارة 38 مئوية مع تأمين مزج مستمر للوسط بواسطة جهاز تحريك مغناطيسي بمعدل 200-400 دورة بالدقيقة.
بلغت نسبة إزالة COD ما يزيد على 76% بزمن مكوث قدره خمسة أيام و معدل تحميل عضوي أقل من 10 غ من ال COD في الليتر يوميا” . تم زيادة معدل التحميل العضوي بشكل تدريجي من أجل تأمين شروط مثالية للبكتيريا الاهوائية للتأقلم مع الحمولات العضوية العالية . و عمليا” يحتاج الهضم اللاهوائي الكلي لعينة المصل الى زمن مكوث بين 10 الى 12 يوم .
بلغت نسبة إزالة COD أقل من 74% عندما زاد الحمل العضوي عن 15 غ COD لليتر يوميا” . إن الإزالة العظمى للCOD بلغت 87% من أجل تحميل عضوي قدره 7.5 غ COD لليتر يوميا” .
لقد تزايد إنتاج الغاز الحيوي أثناء التجربة يوما بعد يوم حتى وصل إلى قيمة ثابتة تقريبا . بلغ الإنتاج الأعظمي للغاز البيولوجي 0.32 ليتر لكل غرام COD مزال (أي 20.8 ليتر من الغاز البيولوجي لكل ليتر من المصل ) بحيث شكل غاز الميثان 58 % من الغاز البيولوجي المنتج .
إن إضافة شوارد الحديد (كلور الحديد )بمعدل 50 ملغ/ليتر قد زاد من إنتاج الغاز البيولوجي بمعدل 50 % بسبب التأثير الجيد لكلور الحديد على بكتيريا الميثان . و يجب الحذر من استخدام هذه المادة بتراكيز عالية تجنبا” لتأثيرها السلبي على البكتريا.
تم ايقاف التحكم بدرجة الحرارة حيث انخفضت درجة الحرارة من 38 درجة مئوية إلى 21 درجة مئوية (حرارة الوسط المحيط في المخبر ) مما أدى إلى إنخفاض إنتاج الغاز الحيوي بنسبة وصلت إلى 45 % .
و بشكل عام فإن هذه الأطروحة مؤلفة من 200 صفحة و تتضمن عشرة فصول و هي :
– الفصل الأول : المياه الملوثة صناعيا”
– الفصل الثاني : معالجة المياه الملوثة صناعيا”
– الفصل الثالث : المعالجة الإبتدائية
– الفصل الرابع : طرق المعالجة الفيزيائية و الكيميائية
– الفصل الخامس : المعالجة البيولوجية
– الفصل السادس : معالجة المياه الملوثة في سوريا
– الفصل السابع : صناعة منتجات الحليب
– الفصل الثامن : معالجة المياه الملوثة الناتجة عن تصنيع الحليب
– الفصل التاسع : المعالجة اللاهوائية للمصل بإستخدام المفاعل الدفعي المثار
– الفصل العاشر : النتائج و التوصيات
معالجة المياه الملوثة الناتجة عن صناعة الحليب
1- المقدمة
تعتبر صناعة الحليب بشكل عام أكبر مصدر للمياه الملوثة الناتجة عن تصنيع الأغذية في العديد من البلدان . و مع نمو إدراك أهمية المعايير المطورة لمعالجة المياه الملوثة فإن متطلبات التصنيع قد أصبحت صارمة بشكل متزايد . تتصف صناعة الحليب بأنها ذات منتجات متنوعة و كذلك خطوط الإنتاج . يمكن لمعمل الحليب أن يضم واحد أو إثنين من خطوط الإنتاج أو ربما كل خطوط الإنتاج (حليب مبستر , جبنة , زبدة ….إلخ ) .
بسبب إحتواء المياه الملوثة الناتجة عن تصنيع الحليب على مواد قابلة إلى حد كبير للتحلل البيولوجي فإن هذه المياه يمكن معالجتها بشكل فعال بأنظمة المعالجة البيولوجية . لذلك فإن هذا البحث يتطرق إلى خيارات معالجة المياه الملوثة المنصرفة عن معامل الحليب و يتضمن أيضا” بحث عملي لإختبار قدرة المفاعل اللاهوائي الدفعي و المثار لمعالجة المصل .
2- الحليب
ان الحليب عبارة عن سائل مغذي يتم الحصول عليه من الحيوانات الثدية. ان قدرة الاناث على انتاج الحليب يعتبر من الخواص المحددة للثديات. يشكل الحليب المصدر الرئيسي لتغذية الاطفال حديثي الولادة. في المرحلة المبكرة للارضاع يكون الحيلب محتويا” على المضادات الحيوية بحيث تنقل من الام الى الرضيع. وهذا يسهم في تقليل تعرض الاطفال الرضع والأمهات معا” للأمراض.
استخدم الحليب المأخوذ من الحيوانات المنزلية من قبل البشر منذ 8000 عام قبل الميلاد. و على الرغم من أن الأغنام و الماعز كانا أول الحيوانات المنزلية المنتجة للحليب بسبب سهولة ادارتها مقارنة مع البقر، فان البقر حاليا” يعتبر المصدر الرئيس للحليب.
يبلغ الانتاج العالمي السنوي من الحليب حوالي 600 مليون طن بحيث توزع من حيث المصدر الى 85 % من البقر، 11 % من الجاموس و 2% من الاغنام و الماعز(Gerrit, 2003) . ان نسب استخدام الانتاج العالمي الاجمالي للحليب في التصنيع متنوعة و على سبيل المثال: (%39) للحليب السائل المعد للشرب، (% 33) للاجبان, ..الخ.
يعتبر الحليب سائل معقد جدا” فهو يحتوي على مايزيد عن 100000 جزيئ مختلف. ان التركيب الاجمالي للحليب يحدد كما يلي: % 4.1 دهون, % 3.6 بروتين، % 4.9 لاكتوز، % 0.7 مركبات مختلفة مثل الفلزات المعدنية و الفيتامينات و الشحوم (Hui, Y. K., 1993) . يتألف الدهن في الحليب من يتألف بشكل رئيس من ثلاثي الغليسيريدات المحتوية على مدى واسع من الحمض الدهنية والتي بدورها تحوي نسبة عالية نسبيا” من الحموض الدهنية المشبعة و الحمض الدهنية ذات السلاسل القصيرة.
منذ عام 1830 تم التعرف على ان الحليب يتضمن نوعين من البروتين بواسطة جعل الوسط حمضيا” و بدرجة pH تساري 4.6. ان البروتينات غير المنحلة عند pH تساري 4.6 يطلق عليها الكاسيين (Caseins) و التي تشكل 78 بالمائة من النتروجين الكلي ضمن الحليب البقري، و أما القسم المنحل فيدعى المصل(Whey). ان اللاكتوز هو الكربوهيدرات الاساسية ضمن كل انواع الحليب الناتج عن الحيوانات الثديية. ويحتوي الحليب على كمبات قليلة من الاشكال الاخرى للسكريات مثل الغلوكوز(50 mg/l) و الفركتوز، .. الخ.
3- تصنيع منتجات الحليب
ان صناعة الحليب يمكن تقسيمها بشكل عام الى نوعين رئيسيين من حيث الانتاج:
أ- الانتاج الاولي للحليب في المزارع الحيوانية (بقؤ، أغنام، .. الخ) و ذلك للاستهلاك البشري.
ب- تصنيع الحليب بغرض اطالة مدى البيع للحليب و منتجاته وهذا الامر يتم بشكل نموذجي بواسطة:
· المعالجة الحرارية لضمان سلامة استهلاك الحليب و لاطالة مدة الاحتفاظ به.
· اعداد مختلف انواع منتجات الحليب بشكل مهدرج او شبه مهدرج كالزبدة و الجبنة القاسية و بودرة الحليب، مما يؤمن امكانية تخزينها.
تتوزع صناعة الحليب في مختلف دول العالم ، و على أية حال ف‘ن بنية و تركيب المصنع يختلف من بلد الى بلد . بالنسبة للدول النامية فان الحليب على الأغلب يباع للاستهلاك المباشر ، و أما في البلاد المتطورة فان قسما” كبيرا” من الحليب يتم تصنيعه . و عادة ما تتوضع معامل تصنيع الحليب ذات الفترة التشغيلية القصيرة (مثل معامل اللبن و الجبنة الطرية و الكريمة ) على تخوم المدن لتكون قريبة من مراكز البيع . و أما المعامل ذات الحياة التشغيلية الطويلة و اللتي تنتج ( على سبيل المثال الزبدة أو بودرة الحليب أو بودرة المصل ) فانها تميل الى التواجد في المناطق الريفية قريبة من أماكن تواجد منتجي الحليب الطازج .
3-1 انتاج الحليب المبستر و الحليب المعالج بدرحة حرارة عالية زائدة (UHT)
و تضم العمليات المتبعة في انتاج هذين النوعين من الحليب مايلي :
· استقبال و اختبار الحليب الخام( Receiving and testing raw milk): يستقبل الحليب الخام من مراكز التجميع و اللتي عادة ما تكون تابعة للقطاع العام أو القطاع الخاص . و يختبر الحليب من أجل النوعية في المختبرات والتي يتم فيها قياس مؤشرات العناصر التالية المتواجدة في الحليب ( محتوى الدهون ، حجم المواد الصلبة ، و جود المواد الحافظة مثل (formaldehyde) و عادة ما يرفض الحليب اذا تواجدت ضمنه.
· التصفية( Straining ) : في هذه المرحلة يمر الحليب عبر المصافي ثم الى آلة قياس السعة من أجل الوزن ثم يبرد الحليب من درجة 6-8 درجة مئوية ويوضع في أحواض التخزين حيث يكون بعضها مخصص لحليب الأبقار و الاخر الجواميس و غيره.
· البسترة ( Pasteurization ) : يسخن الحليب على مرحلتين , الأولى و تكون من 7 الى 65 درجة مئوية و الثانية من 65 الى 80 دردجة مئوية و يحفظ في الدرجة 80 لمدة 15 ثانية ثم يبرد لدرجة 4-6 درجو مئوية . ان عملتي تسخين الحليب و تبريده بهذه الطريقة هي من أجل التأكد من موت البكتيريا الشائعة فيه مما يحافظ على السلامة العامة .
· الحليب المعالج بدرحة حرارة عالية زائدة (UHT) : يعقم الحليب المبستر عن طريق رفع درجة حرارته الى 135-150 درجة مئوية لمدة 4 ثواني (Ultra High Temperature, UHT). عندها سوف يتجانس الحليب عن طريق نخفيض حجم كريات الدهون لمنع فصل القشدة على السطح .
· التعبئة ( Packaging ) : يعبأ الحليب عن طريق الآلات اللتي تستخدم عادة أكياس مصنعة من مادة البولي ايتيلين polyethylene .
3-2 الأجبان
يعتبر الجبن من أقدم المواد الغذائية المعروفة لدى الانسان بسبب أهميتها الغذائية . هنالك على الاقل ثلاثة عناصر لصناعة الجبن و هي : الحليب، التخثير و الاستنبات البكتيري(culture) . تبعا” لعمليتي التسخين والتمليح أثناء صناعة الجبن فان تنوعا” هائلا” من الجبنة المنتجة يمكن الحصول عليها . على الصعيد العالمي فان 30% من الحليب المنتج عالميا” يستعمل لصناعة الجبن حيث يتوزع نحو 40% منها في أمريكا و نحو 50% في الاتحاد الاوروبي(FOX. P. F, 1998). بالرغم من أن الجبنة التقليدية تحتوي على كمية عالية من الدهون فانها أيضا تعتبر من المصادر الغنية بالبروتين و الكاليسيوم و الفوسفور. الجدول (1) يبين بعض التراكيب الاساسية لبعض أنواع الجبنة ،و تعتبر جبنة الكيدار و الجبنة الهولندية و السويسرية و الفيلاتا(الموزريلا ) من أهم الانواع حيث أنها مجتمعة تشكل نحو 80% من مجمل انتاج الجبن .
جدول(1) تركيب بعض انواع الجبن لكل 100 غرام
|
دهون /غرام
|
بروتين /غرام
|
ماء/ غرام
|
نوع الجبنة
|
|
34.4
|
25.5
|
36
|
الكيدار
|
|
3.9
|
13.8
|
79.1
|
الكوتيج
|
|
47.4
|
3.1
|
45.5
|
قشدة الجبنة
|
|
20.2
|
15.6
|
56.5
|
الفيتا
|
|
21
|
25.1
|
49.8
|
الموزوريلا
|
بشكل عام هنا خمسة مراحل لتحويل الحليب الى خثارة الجبن و هي : التخثير coagulation و التحميض acidification و استخراج المصل syneresis و القولبة molding و التمليح salting .
3-3 المياه الملوثة الناتجة عن تصنيع الحليب
ان حجم و تركيز وتركيب المياه الملوثة الناتجة عن وحدة تصنيع الحليب تعتمد على نوع المادة المنتجة و طريقة التصنيع و درجة ادارة المياه المستخدم اثناء التصنيع وبعده. و بشكل عام فان المياه الملوثة الناتجة يمكن تقسيمها لثلاثة مجموعات: مياه التصنيع(تستخدم للتسخين مثلا”) و المياه الملوثة الناتجة عن عمليات التنظيف و مياه الصرف العادية (عادة ما تصرف مباشرة للمجاري).
قبل البدء بتحديد خيارت معالجة المياه الملوثة الناتجة عن تصنيع الحليب، لا بد من معرفة الطرق المتنوعة لتصنيع الحليب و أحمال التلوث المقابلة لمختلف منتجات الحليب(الجدول 2). ان كمية الملوثة الناتجة عن تصنيع الحليب يمكن تقديرها حسب هيئة صناعة الحليب الامريكية كما هو مبين بالجدول 3.
جدول (2) قيم كل من COD و BOD5 لبعض منتجات الحليب (Wang & Howard, 2004)
|
المنتج
|
BOD5 mg/l
|
COD mg/l
|
|
الحليب
|
114,000
|
183,000
|
|
قشدة الحليب
|
90,000
|
147,000
|
|
الزبدة
|
61,000
|
134,000
|
|
كريمة الحليب
|
400,000
|
750,000
|
|
الحليب المجفف
|
271,000
|
378,000
|
|
المصل
|
42,000
|
65,000
|
|
البوظة
|
292,000
|
–
|
جدول (3) كمية المياه الملوثة الناتجة عن تصنيع الحليب (Cast, 1995)
|
المنتجات
|
القيم الوسطية للمياه الملوثة
(L/kg milk)
|
|
الحليب
|
0.10-5.40
|
|
الجبنة
|
1.63-5.70
|
|
البوظة
|
0.80-5.60
|
|
الحليب المكثف
|
1.00-3.30
|
|
بودرة الحليب
|
1.50-5.90
|
|
جبنة الكوتيج
|
0.80-12.40
|
|
الحليب و جبنة الكوتيج
|
0.05-7.20
|
|
الحليب و البوظة و جبنة الكوتيج
|
1.40-3.90
|
|
منتجات متنوعة
|
0.80-4.60
|
يملك الحليب احتياج اوكسجيني بيولوجي (BOD) ما يعادل 250 مرة اكبر من تلك التي تحتويها مياه المجاري المنزلية. لذلك فمن الطبيعي أن نتوقع حملا” عضويا” عاليا” للمياه الملوثة الناتجة عن صناعة الحليب. فعلى سبيل المثال فان قيمة كل من COD و BOD للمصل الناتج عن تصنيع الجبنة تقدر ب 68000 ملغ/ل لأجل COD و 35000 ملغ/ل من أجل BOD علما” أن اللاكتوز يساهم بـ 90% من هذه القيم (Wang & Howard, 2004 ).
4- معالجة المياه الملوثة الناتجة عن صناعة الحليب
4-1 مقدمة:
تعتبر صناعة الحليب احدى اعظم مصادر المياه الملوثة الناتجة عن صناعة الاغذية في العديد من البلدان. و مع ازدياد الاهتمام بالمعايير المسموحة لصرف المياه الملوثة الى المصبات المائية فان القوانيين المحددة لصرف المياه الملوثة الناتجة عن صناعية الحليب أصبحت اكثر صرامة. و على الرغم من ان صناعة الحليب لا تعتبر ذات ارتباط كبير بالمشاكل البيئية الحادة الا انه يجب تأثيرها البيئي بعين الاعتبار لما تحتويه من ملوثات ذات طبيعة عضوية. لابد من الاشارة انه مع الادارة الجيدة للمياه الملوثة باستخدام الدارة المغلقة فان معالجة المياه الملوثة الناتجة عن صناعة الحليب لا تكون تلك المشكلة الكبيرة.
كل مراحل تصنيع الحليب بما فيها الانتاج و التصنيع و التعبئة و النقل و التوزيع و التسويق تعتبرذات تأثير بيئي. تبعا” للطبيعة المختلفة و التنوع الكبير لمنتجات صناعة الحليب فان الملوثات الناتجة عن التصنيع تختلف كما” و نوعا” و التي بحال عدم معالجتها ستؤدي الى مشاكل تلوث كبيرة. و على العموم فان الملوثات التاتجة عن تصنيع الحليب تحوي كمية كبيرة من الملوثات العضوية مثل البروتينات و الكربوهيدرات و الدهون، كما تحوي تراكيز عالية من المواد الصلبة المعلقة و النتروجين بالضافة الى الزيوت و الشحوم مع التنوع الكبير بقيمة حمضة المياه(pH). وهذا بالطبع يفرض معالجة خاصة لهذه الملوثات لمنع او لتخفيف المشاكل البيئية التي قد تنتج عنها.
ان التخلص من المياه الملوثة الناتجة عن صتاعة الحليب عادة ما يواجه باحدى المشاكل التالية:
أ- فرض غرامات مالية كبيرة من قبل السلطات المحلية لقاء معالجة هذه المياه الملوثة ضمن محطات المعالجة المحلية.
ب- التلوث الناتج عن صرف هذه المياه الموثة بدون معالجة.
ت- الحصول على كميات كبيرة من الحمأة لمصانع الحليب التي تعتمد على الطريقة الهوائية لمعالجة المياه الملوثة.
ان مستوى المعالجة عادة ما يرتبط بالتشريعات المحلية. فبينما أغلب مصانع الحليب الكبيرة تملك محطات معالجة خاصة بها او على الاقل تصرف المياه الملوثة بعد معالجتها بشكل اولي الى محطات معالجة مياه الصرف الصحي المحلية اذا كانتمتوفرة او تصرفها الى مياه البحر، فان الكثير من المصانع الصغيرة لتصنيع الحليب تصرف مياهها الملوثة الى الاراضي لاسخدامها في الري.
او تصرفها الى مياه البحر، فان الكثير من المصانع الصغيرة لتصنيع الحليب تصرف مياهها الملوثة الى الاراضي لاسخدامها في الري.
يمكن تلخيص مراحل معالجة المياه الملوثة الناتجة عن تصنيع الحليب كما يلي:
· الفصل أو العزل
· التصفية
· التعديل
· ضبط pH
· ازالة الدهون
· ازالة الحمل العضوي (BOD)
· استخدام المياه المعالجة بري الاراضي
4-2 خيارات المعالجة
ان الطبيعة المتنوعة للمياه الملوثة الناتجة عن تصنيع الحليب، من حيث معدل التدفق و تغير قيم pH المياه و محتوى الموااد الصلبة المعلقة، يجعل خيارات المعالجة صعبة. و بسبب كون ملوثات صناعة الحليب قابلة للتحلل البيولوجي بشكل كبير فان معالجة المياه الملوثة بالطريقة البيولوجية تكون فعالة و مجدية.
هناك ثلاثة خيارات لمعالجة المياه الملوثة الناتجة عن تصنيع الحليب:
أ- التصريف الى اقرب محطة معالجة مياه صرف صحي محلية
ب- ازالة المواد شبه الصلبة و الملوثات الخاصة من قبل متعهد بحيث يقوم بالتخلص منها وفق طريقة سليمة بيئيا” متفق عليها سلفا”
ت- معالجة المياه الملوثة الناتجة بواسطة محطة معالجة ضمن الموقع (مخصصة للمعمل).
ان الخيارين الاول و الثاني مرتبطان بزيادة الكلفة لذلك فان الخيار الثالث ينصح به عموما”.
4-3 المعالجة البيولوجية
ان التحلل البيولوجي يعتبر أحد أكثر الطرق الواعدة لازالة المواد العضوية من المياه الملوثة الناتجة عن صناعة الحليب و منتجاته. و على اية حال فان الحمأة الناتجة عن المعالجة الهوائية تقود الى مشاكل جدية و تتبعها زيادة في الكلفة خصوصا” للتخلص منها بشكل امن.
ان المعالجة البيولوجية اللاهوائية تتم بواسطة عمل البكتيريا في وسط لايحوي اكسجين و بحيث تحول المواد العضوية الى الغاز الحيوي(الميتان و ثاني اكسيد الكربون) و الكتلة الحيوية الجديدة و النواتج اللاعضوية. حوالي 95 % من الحمل العضوي من الملوثات العضوية تحول الى غاز حيوي بالطريقة اللاهوائية، و الباقي يستخدم للنمو البكتيري و الصيانة للخلايا البكتيرية.
تتلخص المعالجة اللاهوائية للملوثات العضوية عبر ثلاثة مراحل:
أ- مرحلة الحلمهة:
و فيها تقوم البكتيريا اللاهوائية بفرز انزيمات الى الوسط الخاجي بحيث تقوم بتفكيك المواد العضوية المعقدة التي لا تستطيع المرور عبر الجدار الخلوي الى مواد بسيطة منحلة تتمكن من المرور بسهولة عبر الجدار الخلوي، و على سبيل المثال فالكربوهيدرات المعقدة تحول الى سكريات بسيطة و الدهون المعقدة الى حموض دهنية و البروتينات المعقدة الى حموض امينية.
ب- مرحلة انتاج الحموض و انتاج الاسيتيت:
خلال مرحلة انتاج الحموض فان نواتج الحلمهة تدخل عبر الجدر الخلوية للبكتريا و يتم أكسدتها لاهوائيا” (تخمير) بحيث ينتج الاكسدة غاز ثاني اكسيد الميتان و غاز الكبريت و الكحول و حموض عضوية اخرى و مركبات تحوي النتروجين العضوي و الكبريت العضوي. ان الحمض العضوي الاكثر اهمية من بين الحموض هو الاسيتيت. ان الاسيتيت هو الحمض العضوي الاساسي الذي يستخدم من قبل بكتريا الميتان لانتاج غاز الميتان. ان الحموض الدهنية ذات السلاسل القصيرة، غير حمض الاسيتيت، و التي تنتج في المرحلة الحمضية(انتاج الحموض) تتحول بدورها الى حمض الاسيتيت وغاز الهيدروجين و غاز ثاني اكسيد الكربون بواسطة بكتيريا المنتجة للاسيتيت (مرحلة انتاج الاسيتيت). الهيدروجين المتوفر (H2) و غاز ثاني اكسيد الكربون تتحول جزئيا” الى حمض الاسيتيت. كلا” من حمض البروبيونيت و البيوتايريت لايمكن استخدامها مباشرة من قبل بكتيريا الميتان لذلك تقوم بكتيريا الاسيتيت المنتجة للهيدروجين بتحويلها اسيتيت و هيدروجين، و لا تبدأ عمليه تفكيك هذين الحمضين حتى تستهلك بكتريا الميتان كامل حمض الاسيتيت الموجود. ان بكتيريا الاسيتيت تتكاثر بشكل بطيئ و زمن التوالد عادة ما يكون اكبر من ثلاثة ايام.
ت- مرحلة انتاج الميتان:
في هذه المرحلة يتم انتاج أغلب غاز الميتان من الاسيتيت و من كلا غاز الهيدروجين و غاز ثاني اكسيد الكربون. غاز الميتان ايضا” يتم انتاجه من الاكسدة اللاهوائية لبعض المركبات العضوية غير الاسيتيت. حوالي % 70 من غاز الميتان يتم انتاجه من الاسيتيت. الشكل (1) يظهر المراحل العامة للاكسدة اللاهوائية للملوثات العضوية. ان زمن التكاثر الخلوي لبكتيريا الميتان يبلغ حوالي 3 ايام عند درجة حرارة 35 مئوية الى 50 يوم عند درجة حرارة 10 مئوية.
هناك العديد من العوامل التي تؤثر على المعالجة البيولوجية اللاهوائية للملوثات العضوية مثل درجة الحرارة و حموضة المياه و وجود العناصر السامة و نوع الملوثات المراد معالجتها و قلوية المياه و زمن المكوث و مدى توفر المواد المغذية مثل الفوسفور و النترجين، ..الخ.

الشكل (1) المراحل العامة للاكسدة اللاهوائية للملوثات العضوية لانتاج الغاز الحيوي
ان المياه الملوثة الحاوية على نسبة عالية جدا” ( مثلا” COD اكبر من 4000 ملغ/ل) من المواد العضوية عادة ما تعالج بالطريقة اللاهوائية، و عموما” فان انظمة المعالجة البيولوجية اللاهوائية يمكن ان تنقسم لقسمين:
أ- نظام لاهوائي ذو وسط معلق) ( Anaerobic suspended growth system و فيه تبقى البكتريا اللاهوائية معلقة ضمن الوسط بواسطة المزج.
ب- نظام لاهوائي ذو وسط ثابت ( Anaerobic fixed-film system ) و فيه تنمو البكتريا اللاهوائية على وسط ثابت (الواح بلاستيكية مثلا”) لتشكل طبقة رقيقة (Film) من التجمعات الهائلة البكتيرية لمعالجة الملوثات بحيث تكون قادرة على اكسدة الملوثات العضوية.
ان الجدول (4) يبين بعض كفاءات الانظمة البيولوجية الهوائية و اللاهوائية المختلفة في معالجة المياه الملوثة الناتجة عن معامل تصنيع الحليب:
جدول (4) كفاءات بعض الانظمة البيولوجية المختلفة في معالجة المياه الملوثة الناتجة عن معامل تصنيع الحليب
|
المعالجة البيولوجية
|
طريقة المعالجة
|
مصدرالمياه الملوثة
|
COD ازالة
%
|
BOD ازالة
%
|
ملاحظات *
|
|
هوائية
|
حمأة منشطة
|
زبدة/بودرة حليب
|
90
|
||
|
فلاتر بيولوجية
|
مياه ملوثة لمعمل تصنيع الحليب
|
–
|
92
|
||
|
حوض دفعي متتابع
|
مياه ملوثة لمعمل تصنيع الحليب
|
91-97
|
|||
|
مياه ملوثة من معمل تصنيع الجبن
|
> 97
|
OLR =
0.5 kg COD / day
|
|||
|
ملوثات لمعمل تصنيع الحليب
|
80
|
OLR =
10 g COD / l
|
|||
|
اقراص التماس البيولوجية
|
مياه ملوثة لمعمل تصنيع الحليب
|
85
|
0.5 kg COD/ hour
|
||
|
البرك المهواة
|
ملوثات معمل حليب
|
–
|
85
|
5 days of aeration
|
|
|
لاهوائي
|
الاحواض المثارة كليا”
|
مياه ملوثة من معمل تصنيع الجبنة (80 % ماء + 20 % مصل)
(17000 mg/l COD)
|
90
|
HRT > 9 days
|
|
|
حوض ذو سرير دفقي
|
مياه ملوثة لمعمل تصنيع الحليب
|
80
|
|||
|
حوض لاهوائي ذو جريان نحو الاعلى و
ذو سرير من الحمأة
UASB
|
مياه ملوثة لمعمل تصنيع البوظة
|
86
|
HRT = 18.4 h
3 kg TOC / .day
|
||
|
مياه ملوثة من معمل تصنيع الجبن
|
86
|
HRT = 16 h
49.5 kg COD / day
|
|||
|
مياه ملوثة لمعمل تصنيع الحليب
|
70-90
|
||||
|
هاضم ذو سرير ثابت
|
مصل الجبنة (59000 mg/l)
|
90-95
|
HRT = 2-2.5 days
12.5 kg COD / day
|
||
|
مفاعل لاهوائي غشائي + غشاء ذو فلتر مجهري
|
مصل الجبنة (62000 mg/l)
|
99.5
|
HRT = 7.5 days
|
||
|
هاضم لاهوائي بمرحلتين
|
مياه ملوثة لمعمل تصنيع الحليب (COD 50000 mg/l)
|
72
|
* OLR : ، معدل التحميل العضوي HRT: زمن المكوث
5- المعالجة اللاهوائية للمصل باستخدام المفاعل الدفعي المثار (AnSBR )
(Anaerobic Stirred Batch Reactor)
ان الغاية من هذه الدراسة هي بحث مدى فاعلية المعالجة البيولوجية اللاهوائية للمصل باستخدام نموذج مخبري يمثل المفاعل الدفعي المثار و الذي أعد خصيصا” لهذه الدراسة. ان اعتماد المعالجة اللاهوائية في الدراسة تم بناء” على الميزات الفريدة التي تتمتع بها هذه الطريقة من حيث: الانتاج الخلوي القليل بحيث تقل الحمأة الناتجة عنها عشرة مرات مقارنة مع الطريقة الهوائية، انتاج الغاز الحيوي الذي يمكن اعادة استخدامه، لا حاجة لاضافة الاكسجين وبالتالي توفير بالطاقة بالاضافة الى قدرتها الجيدة على تحليل المركبات العضوية الطبيعية المتنوعة.
5-1 المصل:
يعرف المصل بأنه هو السائل الذي يبقى من الحليب بعد نزع الدهن(Fat) و بروتين الكاسيين(Casein) منه. و يعتبر المصل منتج ثانوي في صناعة الجبنة وفي انتاج الكاسيين. وهناك نوعان من المصل وهما المصل المالح والحلو، و ذلك تبعا” لنوع المخثر المستخدم اثناء صناعة الجبنة.
يحتوي المصل عادة على مادة صلبة بمقدار 6.5 % و هي تتضمن اللاكتوز (68-72 %) و البروتين (12-13 %) و الفلزات (8-9 %) بالاضافة الى كميات قليلة من الدهن و حمض اللاكتيك. وعموما” فان 100 ليتر حليب تنتج حوالي 12 كغ جبنة أو حوالي 3 كغ كاسيين و 87 ليتر مصل كمنتج ثانوي.
5-2 تصميم التجربة:
5-2-1 المفاعل المخبري اللاهوائي الدفعي المثار:
ان المفاعل (الحوض) المستخدم بالتجربة صنع من الزجاج بحجم نظري 2.5 ليتر و بحجم تشغيل فعلي 2 ليتر. ان المخطط العام لهذا الحوض التجريبي المستخدم في هذه الدراسة يظهر بالشكل (2).

الشكل (2) مخطط يوضح الاقسام الرئيسية للمفاعل المخبري اللاهوائي الدفعي المثار
حيث : 1- المفاعل 2- غلاف هوائي حار 3- جهاز تسخين الهواء 4- الكترود pH 5- مقياس حرارة 6- حوض محلول قلوي 7- حوض تغذية للمياه الملوثة(مصل) 8- جهاز لقراءة قيمة الحرارة و pH ضمن المفاعل 9- انبوب لنقل الغاز الحيوي 10- انبوب لتحرير الغاز الحيوي للهواء 11- انبوب اخذ العينات 12- صنبور التصريف 13- جهاز قياس الغاز الحيوي 14- جهاز اثارة(مزج) مغناطيسي 15- جهاز اوتوماتيكي لضخ الهواء الساخن 16- مصدر كهرباء
5-2-2 تشغيل المفاعل اللاهوائي الدفعي المثار:
تمت تغذية المفاعل(انظر الشكل 3) بالمياه الملوثة (مصل ممدد بالماء العذب) بتراكيز COD مختلفة و بشكل متزايد تدريجيا” (الشكل 4). ان المصل المستخدم بالتجربة يملك COD بمقدار 75000 ملغ/ل. تم البدء بالاقلاع الاولي للتجربة باستخدام حمأة لاهوائية بمقدار 0.5 ليتر و مياه ملوثة (مصل ممدد بالماء) بمقدار 1.5 ليتر اي بنسبة 1 الى 4.
تم تشغيل المفاعل تحت حمولات عضوية متنوعة و بأزمنة مكوث متنوعة للوصول الى التشغيل الامثلي للمفاعل الذي يضمن الازالة القصوى الممكنة للملوثات العضوية (اي تخفيض قيمة COD المصل). فعلى سبيل المثال تم البدء باستخدام مياه ملوثة بتركيز 10 % مصل و تم زيادتها مع الزمن الى 20% و هكذا. كما تم اعتماد مبدأ تساوي الاضافة و السحب اليومي بحيث تكون الكمية المضافة من المياه الملوثة تساوي التصريف المسحوب من المفاعل. و كذلك الامر بالنسبة لزمن المكوث فقد تنوع من يوم الى يومين و هكذا. تمت المراقبة اليومية للمفاعل بدراسة العديد من المؤشرات مثل درجة الحرارة و حموضة المياه و الغاز الحيوي المنتج. كما تم تسجيل قيمة COD للمياه الملوثة الداخلة و للتصرف لمعرفة فعالية الازالة. و تم ضبط حموضة المياه بين 6.5-7.2 باضافة محلول قلوي (بيكربونات الصوديوم). و اما درجة الحرارة فتم ضبطها على قيمة 38 درجة مئوية. و اخيرا” تم اجراء بعض التحريات حول تأثير اضافة الفلزات مثل كلور الحديد على الحوض اللاهوائي، كما تم توقيف ضبط الحرارة لمعرفة تأثيرها على نشاك البكتيريا اللاهوائية و على انتاج الغاز الحيوي.

الشكل (3) المفاعل المخبري اللاهوائي الدفعي المثار

الشكل (4) اضافة المياه الملوثة للمفاعل المخبري اللاهوائي الدفعي المثار
5-2-3 النتائج:
ان المفاعل اللاهوائي الدفعي المثار (AnSBR) تمت تعذيته بمصل ( COD = 75000 ملغ/ل) ممدد بالمياه العذبة بتراكيز متنوعة بحيث تم الاقلاع بتركيز 10 %. و باستخدام مزج بمقدار 200-400 دورة بالدقيقة و بعد عدة اسابيع من التشغيل تم اعتماد تركيز ثابت بمقدار 10 ملغ COD لليتر باليوم و ذلك مع ازمنة مكوث مختلفة.
الشكل (5) يظهر فعالية ازالة الملوثات العضوية، و كما يبدو من الشكل فان فعالية ازلة ال COD كانت اكبر او تساوي 76 % عندما تم تشغيل المفاعل بزمن مكوث اكبر من خمسة ايام بتحميل عضوي اقل من 10 غرام COD لليتر باليوم (شكل 5 و 6). ان فعالية ازلة ال COD انخفضت الى ما دون 74 % عندما تجاوز التحميل العضوي 15 ملغ COD لليتر باليوم. ان الازالة العظمى لل COD بلغت 87 % عند تحميل عضوي بمقدار 7.5 غرام COD لليتر باليوم.

الشكل (5) فعالية الازالة للحمولات العضوية عند ازمنة مكوث مختلفة

الشكل (6) فعالية الازالة للحمولات العضوية عند حمولات عضوية مختلفة
ان انتاج الغاز الحيوي تزايد تدريجيا” اثناء التشغيل يوما” بعد يوم حتى بلغ معدل شبه ثابت. ان الانتاج الاعظمي للغاز الحيوي بلغ 0.32 ليتر مقابل كل غرام COD مزال او بمعنى اخر 20.8 ليتر غاز حيوي مقابل كل ليتر مصل معالج. ان الشكل (7) يبين مراحل تزايد انتاج الغاز الحيوي خلال عملية التشغيل.
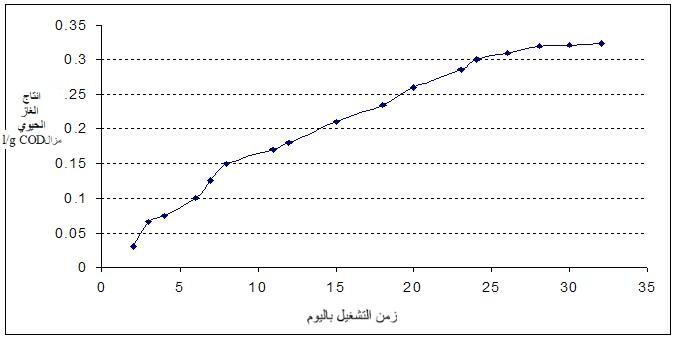
الشكل (7) يبين تزايد انتاج الغاز الحيوي خلال عملية التشغيل.
6– التوصيات و النتائج:
ان التخلص الامن من المياه الملوثة الصناعية تعتبر من أهم مشكلات البيئة و نظرا” لخطورتها على الصحة العامة و الوسط المحيط فان سن التشريعات اللازمة لضبط صرفها الى المستقبلات المائية و غيرها تعتبر اولوية لجميع البلدان على اختلاف مستوى تطورها. ان فهم طرق و أساليب معالجة او ادارة هذا النوع من المياه الملوثة يعتبر الخطوة الاولى نحو وضع استرتيجية عامة للتخلص الامن من هذا الخطر المحدق.
ان صناعة الحليب بدورها تعتبر مصدرا” مهما” للتلوث لذلك لابد من معالجة منصرفاتها بالطرق السليمة. ان اتباع الدائرة المغلقة في ادارة المياه الموثة الناتجة عن صناعة الحليب و منتجاته مع اتباع بعض الاستراتيجيات الخاصة بهذه الصناعة تعتبر خطوة حاسمة في تخفيف التلوث الناجم عنها. و قد اظهرت الدراسات ان المعالجة البيولوجية تعتبر من الطرق الفعالة في التخلص من الملوثات الناتجة عن هذه الصناعة و على الخصوص الطريقة اللاهوائية.
باستخدام المفاعل التجريبي اللاهوائي الدفعي المثار تم تخفيض ال COD للمياه الملوثة من 75000 ملغ/ل الى 10000 ملغ/ل اي بلغت نسبة الازالة 87% و بذلك يمكن الاعتماد على هذا النوع من المعالجة ليكون كمرحلة اولية تتبعها معالجات لاحقة للوصول الى مستوى افضل للمياه النهائية المعالجة.
في بداية التشغيل تم استخدام محلول قلوي لضبط pH المياه المعالجة بحدود 6.5-7.5 باستخدام بيكربونات الصوديوم بحيث تم استخدام ما يعادل 30-100 % وزنا” من قيمة ال COD المضافة.
تم الحصول على 0.32 ليتر غاز حيوي مقابل كل غرام COD مزال و بحيث يشكل غاز الميتان 58 % من اجمالي الغاز المنتج. ان اضافة 50 ملغ/ل من كلور الحديد قد زاد معدل انتاج الغاز الحيوي 50 % و بالمقابل وقف ضبط درجة الحرارة عند 38 مئوية و هبوطها الى درجة 21 مئوية قد أثر في انخفاض معدل انتاج الغاز 45 %.
ان الدراسة الحالية تعتبر مؤشر على اهمية استخدام هذا النوع من المفاعلات للمعالجة الاولية للمياه عالية التلوث العضوي ومع هذا فان مزيد من البحوث و الدراسات لا تزال مطلوبة.
References
Ali Kaisi and Yasser Mohamad. “Non-Conventional Water Use in Syria“. Syria 2004
Brault. “Water Treatment Handbook“. 1991
Cast. “Waste Management and Utilization in Food Production and. Process“. 1995
Eckenfelder W.W. Jr. “Industrial Water Pollution Control“. USA 1989
EPA. Au, “Environmental Guidelines for the Dairy Processing Industry“. Australia 1997
Fox. P. F. and Mc Sweeney, P.L.H. “Dairy Chemistry and Biochemistry“. Ireland 1998
Garry Cummins. “The Livestock Sector and Policies in Syria“. FAO Report, Syria 2001
GCEC, The General Company of Engineering and Consulting. ” Pollution Prevention in
Alasi Basin“. Syria 2001
Gerrit Smit. “Dairy Processing – Improving Quality“. USA 2003
Herbert H. P. Fang. “Treatment of Wastewater from a Whey Processing Plant
UsingActivated Sludge and Anaerobic Processes“. Hang Kong 1991
Hui, Y.H. “Dairy Science and Technology Handbook, Volumes 1-3“. USA 1993
IDF, International Dairy Federation. “Balance Tanks for Dairy Effluent Treatment Plants“. 1984
I.W.T, “Industrial Waste Treatment, V1&V2“. California State University, USA 1999.
Kiely. “Environmental Engineering“. 1996
Marisa Handajani. “Degradation of Whey in an Anaerobic Fixed Bed(AnFB) Reactor“, Thesis. Germany 2004
Metcalf & Eddy. “Wastewater Engineering“. USA 1991
Michael H. Gerardi. “The Microbiology of Anaerobic Digesters“. USA 2003
Randa Abboud. “Biological Treatment of Dairy Wastewaters“. Syria, 2001
“Rein Munter. Industrial Wastewater Characteristics“. The Baltic University Programme
(BUP). Sweden 2003
Robinson, T. “How to be Affluent with Effluent“. The Milk Ind. 1994
Ron Crites & George Tchobanoglous. “Small and Decentralized Wastewater Managementystems“. USA 199822- Shanta Seereeram. “Anaerobic Digestion Trials“.
Aqua Enviro Company, 2004
Smith, J.H. “Cheesemaking in Scotland – A History“. The Scottish Dairy AssociationGlasgow, Scotland, 1995
Speece, R.E. “Anaerobic Biotechnology for Industrial Wastewater Treatment” .Environ.Sci. Technol. 1983
Syed R. Qasim. “Wastewater Treatment Plants, Planning, Design and Operation“. USA 1999
UNEP. United Nations Environment Programme. “Cleaner Production Assessment in Dairy Processing“. 2002
Wang & Howard. “Handbook of Industrial and Hazardous Wastes Treatment“. USA
2004
WBG, World Bank Group. “Pollution Prevention and Abatement Handbook“, 1998
Web Sites and Companies: Glanbia Company, www.glanbia.com
ملاحظة: جميع محتويات الموقع ذات حقوق محفوظة و لايسمح بإعادة النشر أو الاستخدام إلا بعد أخذ إذن مدير الموقع حصريا” تحت طائلة المسؤولية.
لو سمحتم البحث كملف pdf موجود؟
تحياتي اخي نيروز
نعم الملف موجود كملف pdf
اذا كنت بحاجته ارسله لك
السلام عليكم …
تحية طيبة ..
هل بالامكان ارسال الملف (الاطروحة) كاملة بصيغة PDF،
واذا كان لديكم اي ملفات تخص المطروحات الحراية (كتب او محاضرات) اكون ممنون منك …
مع التقدير
و عليكم السلام
اذا كنتم ترغبون مجددا بالحصول على الاطروحة ارجو التواصل معي
مع التحية
عمل ممتاز.
هل يمكن الحصول على الملف بصيغة PDF
تحياتي
نعم بالتأكيد
راسلني على الايميل abdulrzzakt@gmail.com